鋼管


-
目前,小徑管薄壁無縫鋼管的超聲波檢測方法主要為直接接觸法和液浸 法,由于送樣的鋼管敷量不多,經綜合考慮采用了直接接觸法,并通過射線方法 進行了驗證,滿足了客戶的要求。
探傷標準 圖1鋼管尺寸 根據客戶要求,該批鋼管超聲波探傷采用GB/T 5777—2008(無縫鋼管 超聲波探傷檢驗方法》,該標準適用于外徑不小于6 mm,且壁厚與外徑之比 不大于0.2的鋼管。
根據波動理論可知,波存在繞射現象,超聲波探傷靈敏度約為k/2,提 高頻率,波長變短,擴散角小,同時脈沖寬度小,分辨力高,有利于發現較小的缺陷。但隨著頻率的提高,會引起超聲波的嚴重衰減,一般選用2.5 MHz 和5 MHz的探頭,管壁較薄的鋼管可選用5 MHz的探頭,管壁較厚的可選 用2.5 MHz的探頭。對于該批鋼管,壁厚為4.5 mm,選用5 MHz的探頭。
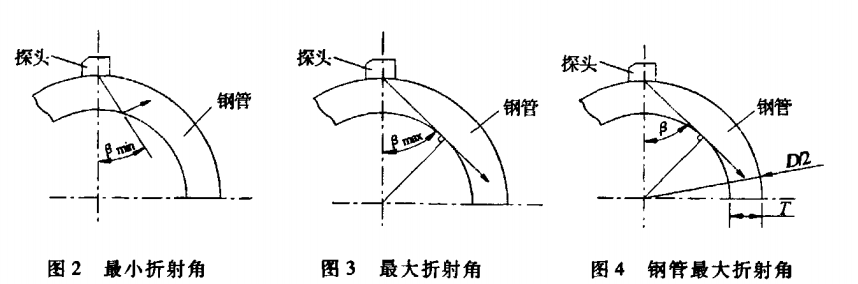
采用斜探頭探測縱向缺陷時,必須確保入射到鋼管中的超聲波只有橫 波,因為問時出現橫波和縱波會產生干擾使探傷波形復雜化,影響缺陷的判 斷,且橫波對缺陷反射比縱波敏感,這對鋼管中折射波有最小折射角要求; 同時如果折射角過大,又會導致聲柬無法掃查到鋼管內壁,鋼管內壁缺陷無 法檢出,這對折射波又有最大折射角要求。所以實際探傷時,所選探頭折射 角必須位于最小折射角和最大折射角之間。
其他條件不變的情況下,晶片尺寸增大,擴散角減小,超聲波聲束指向性好,超聲能量高且集中,未擴散區掃查范圍大,遠距離掃查范圍相對變小。 發現遠距離缺陷的能力強,但相應近場區長度增加對薄壁不銹鋼無縫鋼管 探傷不利。
由于超聲波存在繞射現象,其探傷靈敏度約為波長的一半,小于波長一 半的缺陷難以發現。提高頻率,波長變短,使發現這類缺陷成為可能,但近 場長度又隨之增加,可通過減小晶片面積來減小近場長度。加之所探鋼管 曲率半徑小,不宜采用大晶片l探頭,因此綜合考慮后選取晶片尺寸為8 mm×8 mm探頭。
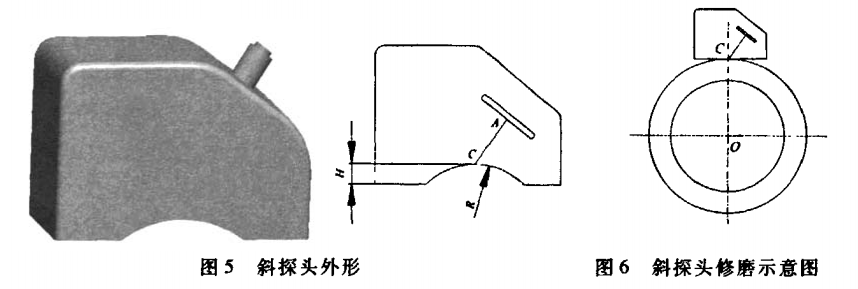
由于鋼管曲率半徑小,為確保與鋼管表面充分耦合,探頭底面須磨成曲 面,其曲率半徑與鋼管外徑一致,常規斜探頭外形如圖5所示。按以下步驟對探頭楔塊進行修磨:①首先測出斜探頭主聲束的中心入 射點位置,并劃一垂線(見圖6);②在鋼管外表面裹好金相砂紙,將探頭置 于其上,使探頭入射點對準鋼管中心垂線,修磨時用力須均勻,防止磨偏。
對比樣管選擇原則為與被檢鋼管缺陷形狀或超聲反射規律相一致。由 于檢測的目的是針對鋼管內表面裂紋及劃痕,故而選擇V形槽作為人工基 準反射體。根據標準要求,人工缺陷采用L2.5級,從該批鋼管中取樣管長 度為400mm,采用機械法進行樣管加工,V形槽的極限深度為0.4ram,長度 為20mm。
探傷設備采用CTS一23B超聲波模擬探傷儀,按聲程法調節掃描速度, 探頭置于管子外圓弧,使內擘端角最高反射波位于熒光屏刻度2的位置,然 后移動探頭,找到外擘端角反射最高波,將其調到刻度4的位置(如圖7), 此時掃描速度凋節完畢。